Manufacturing processes and surface modification
Surface modification by Atmospheric Pressure Plasma treatment
We use an atmospheric plasma spray device (Openair-Plasma-Technology system with a single rotating FLUME Jet RD1004, Plasmatreat, Steinhagen, Germany) to modify a variety of surfaces using air or other gases to introduce various functional groups (which depends on the feed gas (composition) used) onto the surface of fibres (natural and carbon) and polymers. This atmospheric plasma system is ideal to tailor adhesion between (carbon, natural) fibres and a polymer matrix in composite systems. We can modify fibre surfaces continuously as well as films and 3D porous polymer scaffolds using our plasma system. Plasma treated modified (porous) polymers may be used in tissue engineering applications.

Injection and compression moulding
Using our (mini)injection moulding machine we can process polymers as well as short-fibre or nanomaterial reinforced polymer composites (injection moulder). A variety of shaped specimens can be formed for tensile, compression, flexural or DMTA testing to assess the effect of the reinforcement on the material properties.
We use compression moulding (via a hot pressing) combined with specially designed moulds to produce long fibre reinforced specimens (in various fibre orientations).


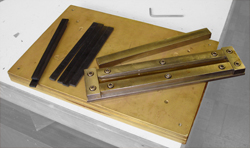
Injection mould machine (left) and compession mould used for hot pressing long fibre reinforced composites (right), dog-bone shaped specimens can be die cut from thin (natural-fibre/polymer composite) specimens.
Extrusion, mixing and compounding
Extrusion, mixing and compounding
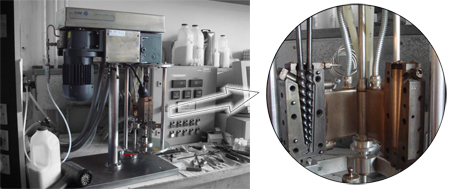
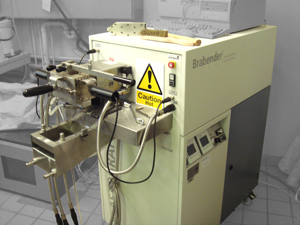
To ensure adequate blending of the matrix and reinforcement (often carbon nanotubes or bacterial cellulose) we use several pieces of equipment (shown below) that enables melt extrusion and compounding of composites prior to further processing. Our facilities include a small twin screw extruder, a micro-twin-screw extruder (DSM, The Netherlands) and a Brabender mixer.
Hot press facilities
We have four hot presses for the production of compression moulded specimens (moulded often in dog-bone shapes for tensile testing) and for the production of flat specimens for composite testing.
Three-dimensional printing
A desired design (e.g. in the form of a CAD drawing) can be converted to a set of instructions for the AutoDrop printing system in terms of required locations for the deposition of droplets of the material in each layer of the final 3D structure. The AutoDrop system (Microdrop Technologies GmbH, Norderstedt, Germany) has a printing head that contains 4 printing nozzles, each supplied from an independent reservoir. Droplets down to 30 µm diameter can be deposited onto a substrate in multiple layers with a spatial accuracy of ±5 µm. The AutoDrop System is able to process a wide range of liquids including solutions, suspensions, or melts. At present, our set-up allows for two of the reservoirs and nozzles to be heated up to 120°C. We are successfully applying the printing of melts for the fabricatio n of templates for poro us media and electroactive structures. There is an upper limit on the viscosity of the fluid that can be printed, as the device only permits to deposit liquids with a viscosity not higher than 10,000 mPas. The system is able to eject single droplets or it can be operated in a quasi-continuous mode, up to a maximum possible ejection rate of 2000 droplets/s.
Large volume centrifuge
Our group purchased a centrifuge that can process up to 1.5 litres. This unit is able to exert up to 15,000g (10,000 rpm) at temperatures ranging from -10 to 40 degree celsius to room temperature and accomodate up to six 250 mL centrifuge tubes at a time. We also have adaptors to spin smaller volumes (50 mL or 15 mL of centrifuge tubes).
Low Pressure Plasma Treatment System

Low Pressure Plasma Treatment System
Plasma treatments of materials are one of the most important physical-chemical methods to modify the surface properties and characteristics of all types of solid surfaces of myriad shapes. Surface modifications are for instance necessary, if it is attempted:
- to produce composites, which require good interfacial adhesion between the individual components
- to deposit functional coatings
- to tailor the wettability of surfaces
- to glue different materials together, to dye or print on them, or to coat their surfaces or
- to achieve material compatibility, which is necessary i.e. for biomedical materials to tailor cell-materials interaction.
Plasma treatments have gained increasingly more industrial interest for several important surface treatments replacing existing wet-chemical procedures that involve chemicals and solvents (which might be hazardous for humans and the environment). This equipment enables us to modify the chemical- and/or physical surface properties of materials and to deposit thin, highly adhered coatings or protective layers onto nearly all types of materials having nearly all shapes without affecting the intrinsic bulk properties of the material itself.
The Plasma facility offers the unique possibility to clean, etch (or ablate) and chemically modify (introducing different surface groups or depositing a wide possible of plasma polymer-coatings or graft copolymers) any solid materials surfaces, so that only the topmost material surface (from 10 nm to 2 mm) is affected. Polymers can also be crosslinked or branched during plasma treatment. The plasma reactor would allow control over the surface chemistry by controlling the plasma process parameters, such as feed gas and feed gas composition, chamber pressure, temperature, power and frequency. It is also possible to modify the interior surfaces of porous polymers most effectively using low pressure plasma treatments, which will enable other contributors to modify porous solids. Our system allows also for plasma enhanced CVD growth of CNTs.
Freeze-dryers

Freeze-dryers
We have extensive experience in manufacturing highly porous foams with tailored pore structures via thermally induced phase separation (TIPS). Our freeze dryers are able to operate at -110 and -40 degrees Celsius, respectively. With the temperature of the freezer at 110 degree Celsius, samples can be freeze dried from organic solvents.
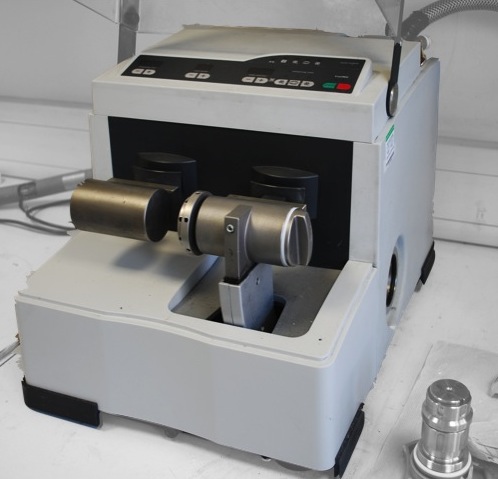
Cryomill
The cryomill performs cryogenic grinding of virtually any material. It is ideal for particle size reduction and, generally, grinding tough materials. The integrated cooling system continously circulates liquid nitrogen before and during the grinding process without directly contacting the sample or exposing the operator. The sample is held in a stainless steel ar and crushed by a stainless steel ball. Maximum batch size is around 15 mL.